STAM-Science and Technology in Advanced Manufacturing
Parsons Building, Trinity College Dublin, Ireland

Current Machining and Joining Projects
Development of Models of the Machining of Biomedical Grade Cobalt Chrome Knee Implants
Dr. Daniel Trimble
dtrimble@tcd.ie
+353 1896 4856
Research Staff
Harry Shipley
shipleyh@tcd.ie
Industry Partner
Description
Cobalt Chrome alloys are used extensively within the biomedical industry during the manufacturing of orthopaedic implants due to their desirable mechanical properties of fatigue resistance, tensile strength, corrosion resistance and biocompatibility. However, these alloys are difficult to machine due to their strain hardening capabilities.
The goal of this research is to develop a fundamental understanding of the cutting mechanics of Cobalt Chrome, specifically for biomedical applications through the development of a Finite Element Model and a statistical machining campaign.

Grains observed in the Co-27Cr-5Mo alloy after Hot Isostatic Pressing and Partial Solution Treatment
Due to their excellent mechanical properties, wear resistance and biocompatibility, cobalt chrome (CoCr) alloys are used extensively within the biomedical industry. Applications include bone plates, dental devices , components of hip, knee and shoulder prostheses as well as some cardiovascular prostheses. During manufacturing processes, CoCr alloys are subjected to strain rates ranging from 10-1 to 106. Further, these alloys are commonly associated with poor machinability with short tool life and poor surface finish leading to low productivity and high manufacturing costs. Nevertheless, presently there is little quantitative deformational data of CoCr alloys over a large processing range of temperatures and strain rates which are requisite for constitutive equation development.
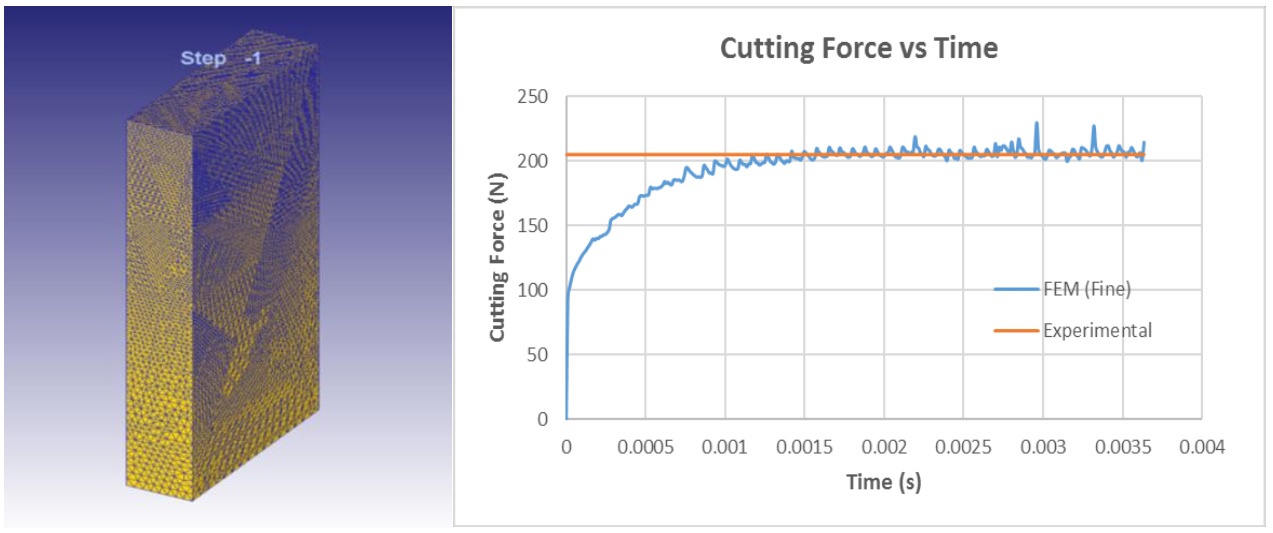
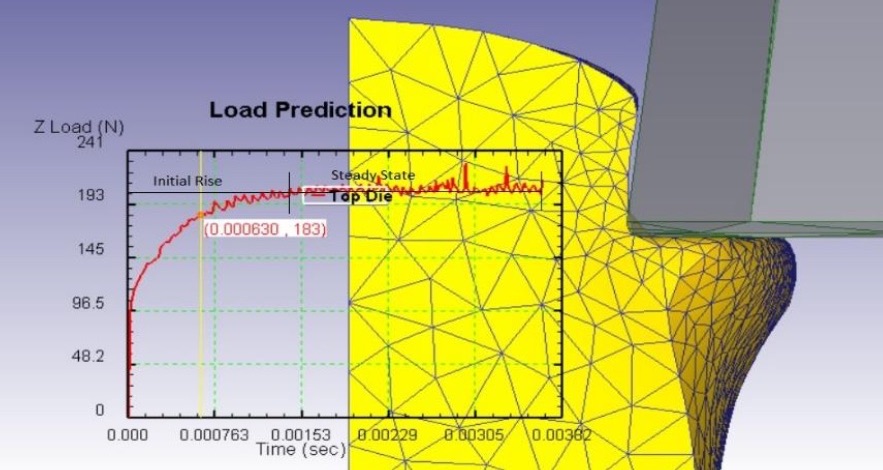
Fine mesh generated in the workpiece (left), Corresponding cutting force curve obtained (right)
Constitutive equations are mathematical representations describing the relationship between the flow stress, strain rate and temperature of a material. They describe the thermo mechanical behaviour of materials during machining processes in a form that is incorporated into finite element (FE) software. However, the accuracy of such FE models is a constant concern. Material models are frequently extrapolated outside their calibration range, leading to poor prediction accuracy at high strain rates which are typical of machining metal alloys. STAM has recently developed constitutive equations fo CoCr, and by use of theoretical models we will explore efficiencies and optimisations of machining processes.
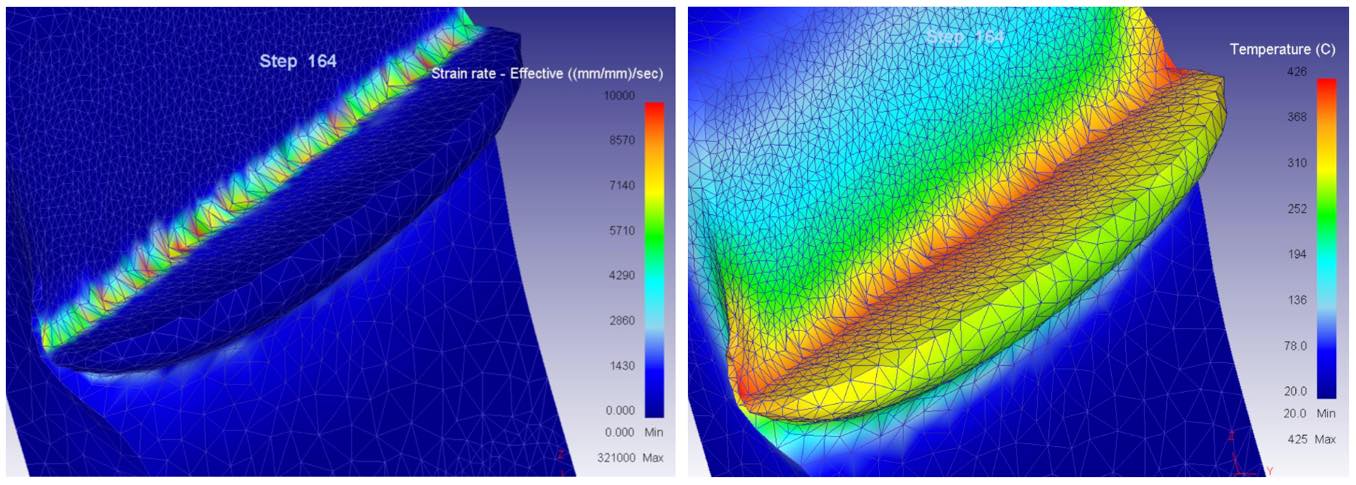
Cutting velocity of 20 m/min and UCT of 60 micrometer Strain rate distribution (left) and Temperature distribution
Wi-FORCE - Wireless Passive Force Measurement in Machining
Dr. Daniel Trimble dtrimble@tcd.ie +353 1896 4856
Research Staff
Dr. Shuo Yin
yins@tcd.ie
Industry Partner
Description
This project involved an industrial collaboration with Alcon Limited and focused on the micro-machining of biomedical grade polymers for intraocular lens (IOLs) implants. These IOLs are medical devices that are implanted into the eye to replace the eyes natural lens to treat conditions such as cataracts.
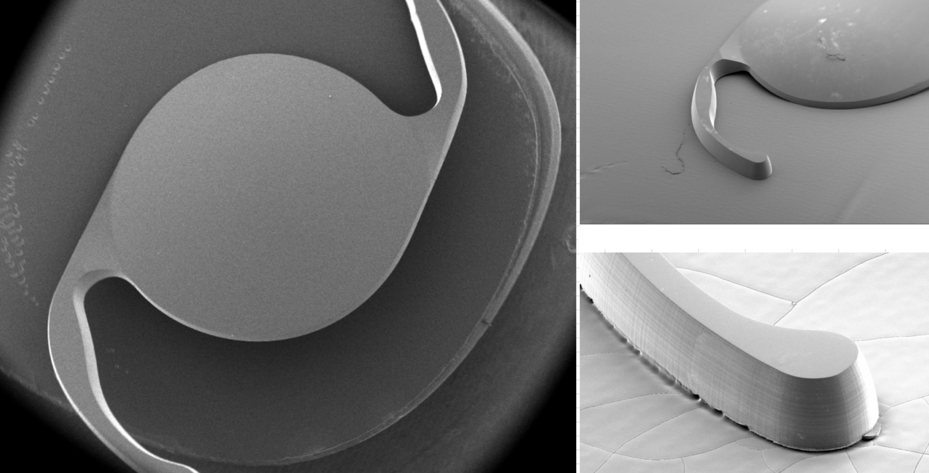
Figure 1: SEM of IOL taken at AMC (Advanced Microscopy Lab) TCD
The industry trend at present is towards the selection of more flexible polymers generally characterized by glass transition temperatures (Tg) close to and below 0°C. The attractiveness of these polymers from a medical standpoint relates to smaller incisions required during implanting, enhanced ophthalmic properties and better oxygen permeability. However, machinability is a very difficult proposition for these polymers, since softer polymers lack the stiffness at room temperature to achieve the necessary complex freeform geometries with critical surface finishes required.
Crucial to the success of the project is the need for a product that meets the requirement for the seamless ability to substitute an instrumented tool holder for a standard tool holder in order to achieve acceptability. Wi-Force is unique in this regard as a plug and produce technology.
The machine-tool add-on SAWLINK is a wireless, passive force sensor for tool condition monitoring. During machining operations, it can measure the force and strain induced in the tool and holder. The data is transmitted wirelessly to the SAW interrogator and can be subsequently used to optimise the machining process, ensuring quality and productivity.
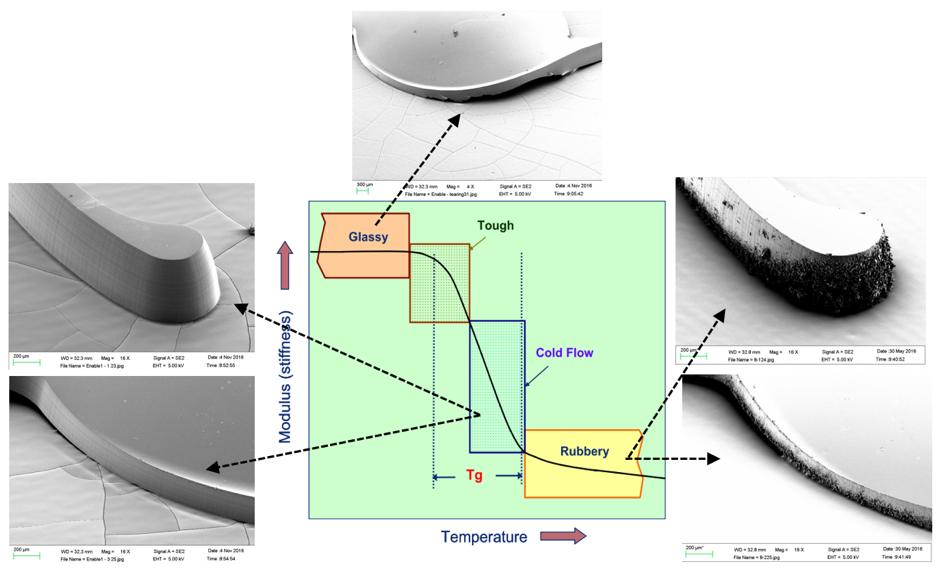
Figure 2: Effect of temperature on stiffness and associated results
All biomedical grade polymers stiffness varies significantly with temperature. Above Tg, the material has a low stiffness (rubbery state) and accurate micro-machining is not possible. Significantly below Tg, the material has a high stiffness (Glassy state) and fractures easily during the micro-machining process. Optimal temperature range lies below the Tg called clod flow domain.
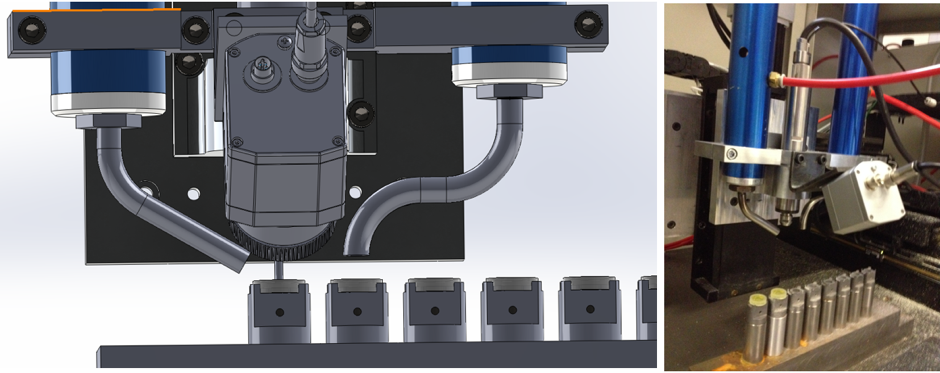
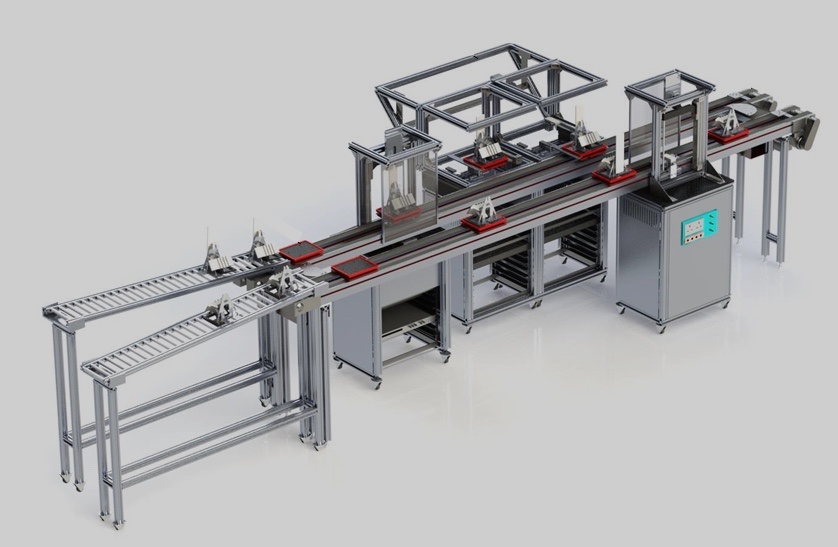
Figure 3: IOL high precision micro-machining machine
The next generations of IOL biomedical grade materials will require sub-zero cooling to maintain geometrical accuracy and cooling. Hence, traditional water based coolant are not feasible. At TCD we obtained rapid sub-zero temperatures with applied air pressures achieved using commercially available compressors. This provided a green, sustainable, clean and efficient solution to our industry partner.
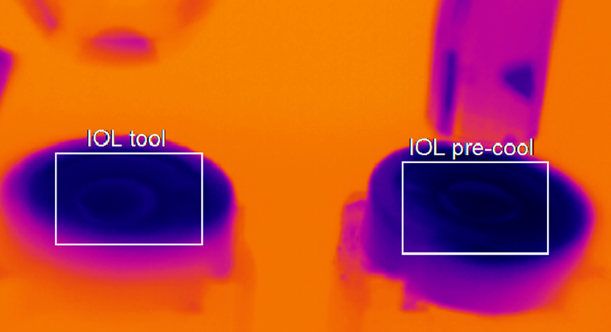
Figure 4: IR surface temperature measurement of an IOL during cooling
Investigation of the Stir Friction Welding Process
Description
Friction stir welding (FSW) has become a relevant technology aimed at joining materials that are so called difficult to weld or even unweldable. The process involves the joining of two metal pieces at the molecular level without melting. The tool traverses along the joint, or rotates in spot, causing sufficient frictional heat to soften the material and rotation of the tool then stirs the molecules together leaving behind a fully consolidated joint.
Here in STAM we are investigating through monitoring of forces, temperatures, tool geometries, and Finite Element Analysis modelling, the development and use of FSW in aerospace and automotive industries, such as the joining of aluminum 2xxx and 3xxx series alloys, in joining aluminium to polymers, and also as a replacement to fasteners, rivets and fusion welding techniques.
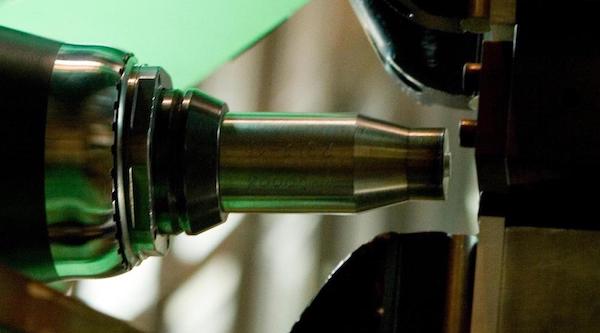
Wi-FORCE Machine-Tool integration
Due to its solid state nature FSW has many benefits over fusion welding techniques. However, its main advantage is its ability to weld all series of aluminium alloys, in particular the 2xxx and 3xxx series alloys. These alloys are used extensively within the aerospace industry for applications such as fuselage and wing skin panels due to their high strength to weight ratio.
However, these alloys are mostly non-weldable using fusion welding methods due to problems with oxidization, solidification, shrinkage, sensitivity to cracking, hydrogen solubility and the resultant porosity problem. Therefore, the majority of aircraft structural parts all tend to be mechanically joined using rivets. FSW offers a solution to welding these alloys and an alternative to riveting. FSW has many advantages over riveting which include: greater fatigue strength, increased structural rigidity and weight reduction.
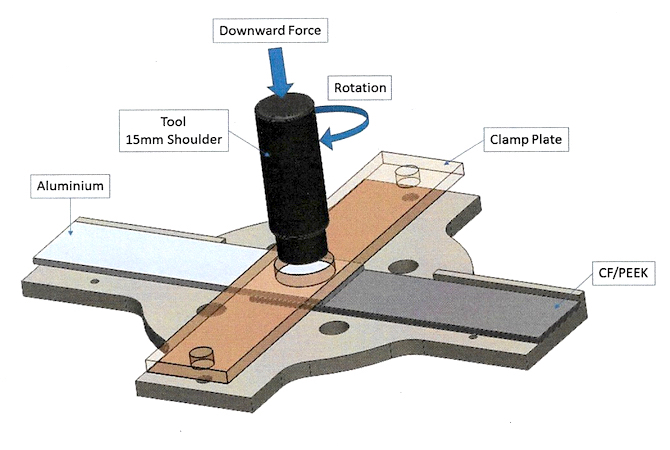
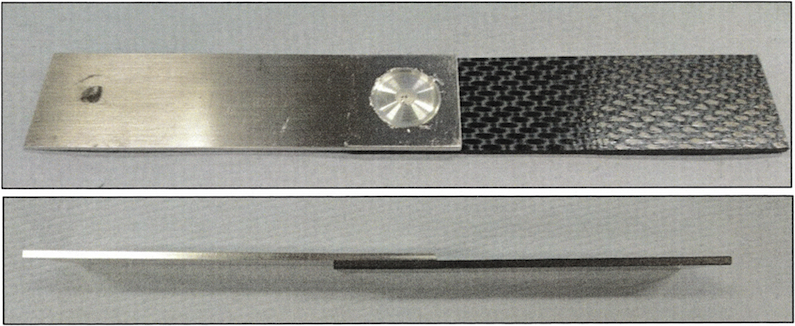
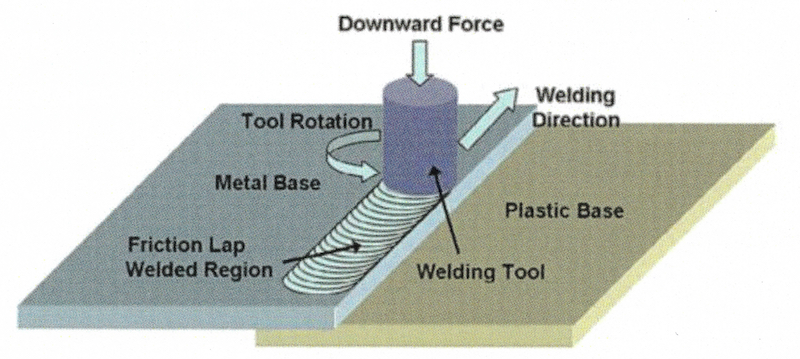
Friction Stir Process showing Lap Spot joining of Aluminium and PEEK
The friction stir welding process can be described by three stages: plunge, dwell and translational stage. During the plunge stage a non-consumable rotating tool is slowly plunged into the joint line between the two materials to be welded. Once the tool reaches the required depth it is held in position for 5 to 20 seconds while still rotating, this is called the dwell stage. The purpose of this stage is to soften the workpiece material ahead of the tool before welding. During the translational stage the tool traverses along the alloys.